 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
Z400珩磨加工主动测量仪使用说明
2025-01-03 13:37:34 来源:宁波经济技术开发区凯诺仪器有限公司
Z400珩磨床磨加工主动量仪,采用气电转换器ZHS-AH,是用压缩空气和气喷嘴将微小尺寸变化转换成电信号输出的装置。气动量仪的测头简单耐用,电动量仪的特点反应速度快,能够输出多种信号。该装置和Z400/600主动测量控制仪配合使用,可用于珩磨、机后检测等领域。
一、磨加工主动测量仪气动测量的构成主要包括控制单元、气电转换器、调压器组以及喷嘴等。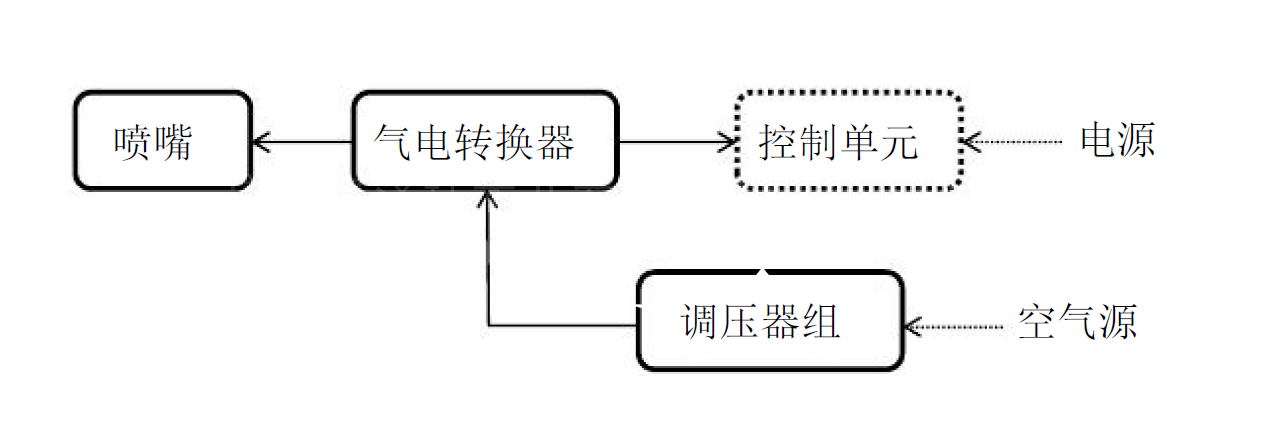
注意:本产品为高精度测量仪器,需配用空气过滤装置提供洁净气源方可正常使用,空气过滤装置需达到*小过滤直径0.3μm,除油率0.1PPM,分水率85%以上的要求,因气源不达标引发的故障不在产品保修范围之内!
(1)气电转换器: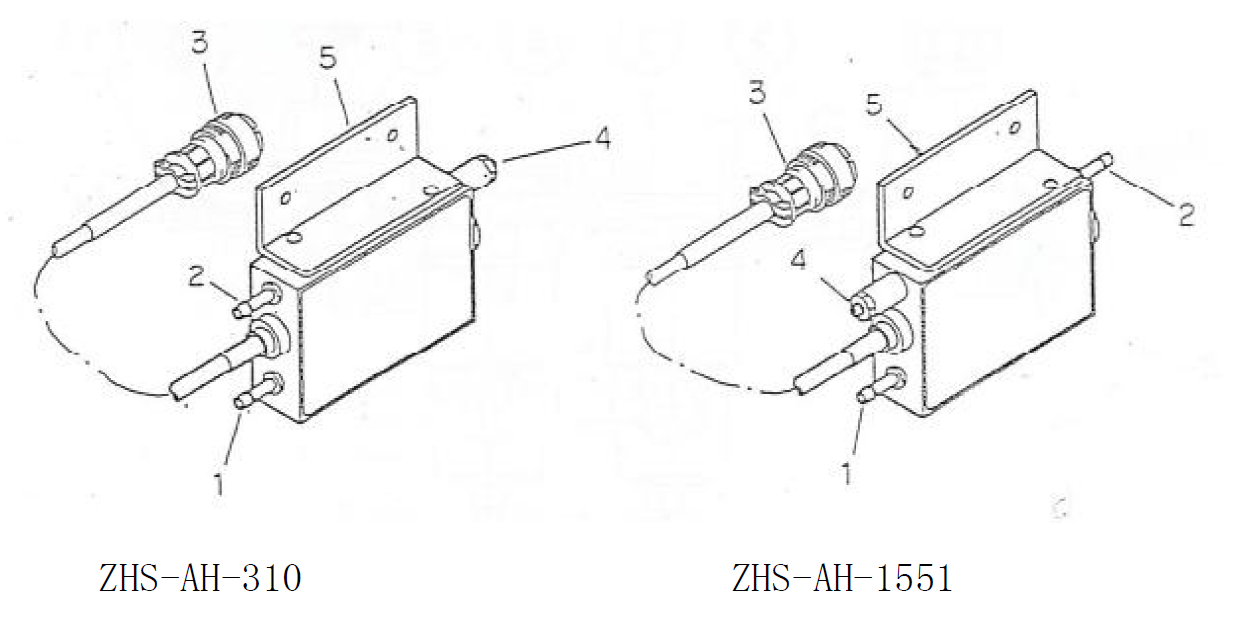
1 接头:从调压器组连接气管
2 接头:将气管连接到喷嘴上
3 连接器:连接到控制单元
4 排气口:通常被锁住,需要调整
5 支架:安装支架,安装在测量头附近*不易受振动影响的地方
(2)调压器组: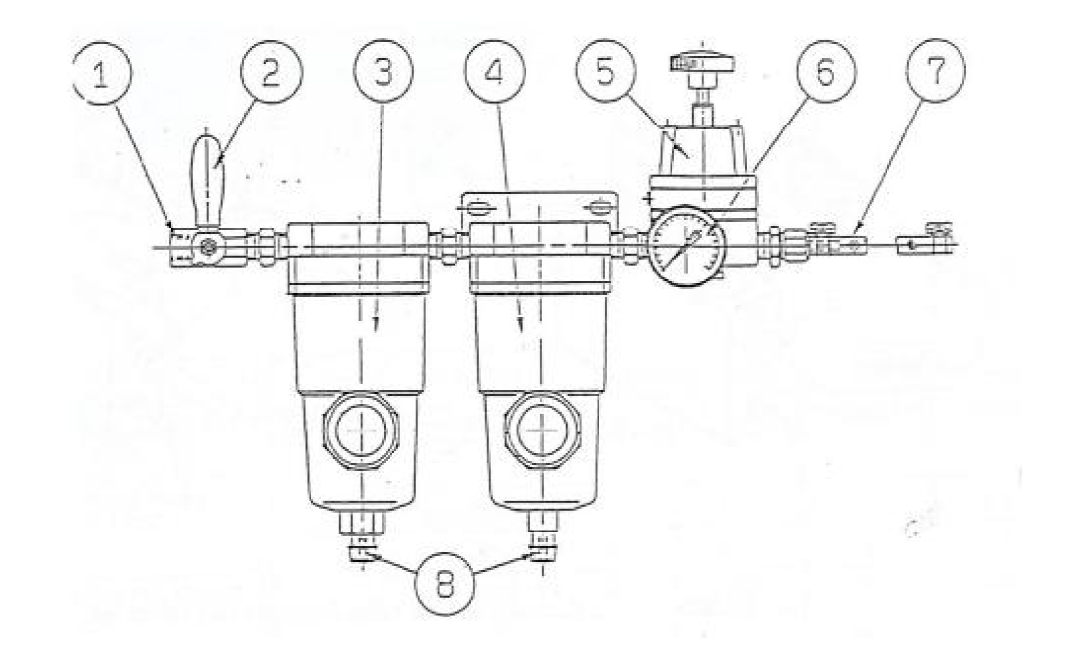
1 供气接头:提供0.35-0.7MPa 的压缩空气(PT1/4)。
2 气门:启动或停止气电转换器的空气供应。
3 过滤减压阀:消除压缩空气中的水分,元件由一种特殊的树脂制成,形成大的网格,使元件无堵塞,因此无需更换元件。
4 油雾分离器:消除压缩空气中的油雾,在适当的时间间隔内更换过滤器。
5 调压器:调节气电转换器的空气压力。根据压力表绿色范围或极限指示器进行适当设置。
6 压力表:指示调节的空气压力。
7 气管:连接到气电转换器。
8 排水口:排出空气中滤出的水分。
(3)气测头配置: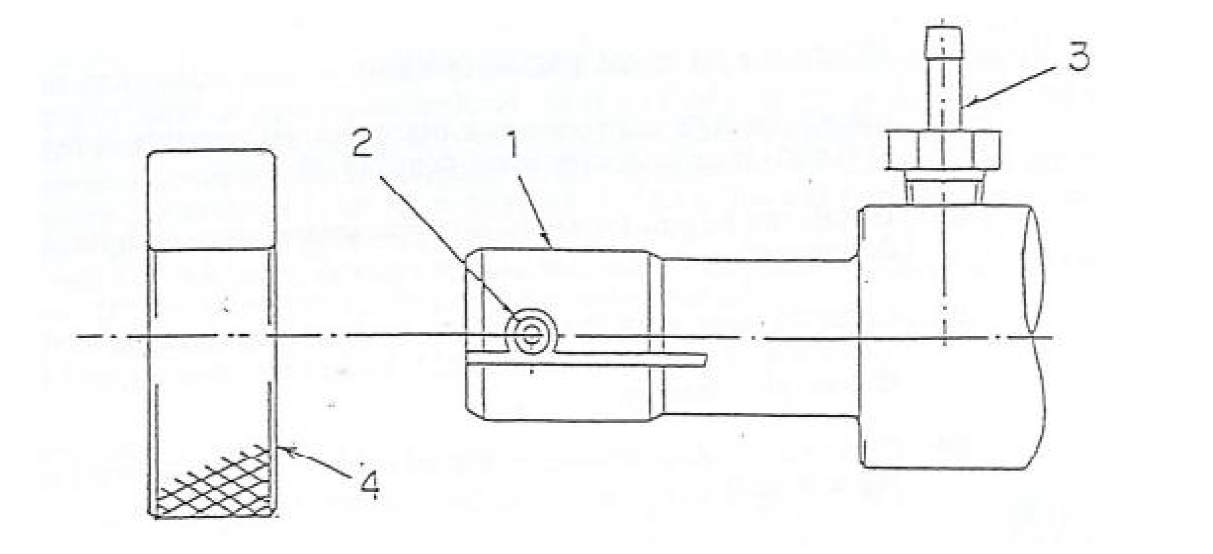
1 引导
2 喷嘴
3 接头:从气电转换器连接气管
4 标准件
二、Z400珩磨加工主动测量仪测量前准备:
(一)初次使用操作准备
1) 气测头安装在测量位置。
2) 将气电转换器安装在离喷嘴*近的地方,不要有冷却液和切屑,振动要尽可能小。
3) 将调压器组安装在适当的位置,其排放口向下。
4) 将它们与进气管连接,并用扎带固定气管。使气测头和气电转换器之间的气管尽可能短,切断多余的长度。
5) 将气电转换器信号电缆连接到控制单元的测量头接头。
6) 将0.35-0.7MPa 的气源接至调压器组,将二次压力调节器调到0.15mpa(特殊型号为0.25MPa)。
7) 对于可以设置总补偿限值的控制单元,将其设置为±30μm。
(二)使用前日常检查
1) 检查气源是否正常,二次压力设定为0.15MPa (特殊型号为0.25MPa)。
2)检查气管是否漏气。
3)检查滤水器和除雾器中的排水量,如果排水量过大,将其排出。
4)检查喷嘴和喷嘴导向装置以及主喷嘴上是否有灰尘和切屑。
(三)零点调整
1) 准备零位规并将其安装到测量位置。
2) 让控制单元指示要调整零点的测头(气电转换器)的测量值,对于能够指示各种测量值的控制单元,选择非校正值。
3) 将测量头调整为测量状态。
4) 松开气电转换器排气调节螺钉的锁紧螺母,转动调节螺钉使指示值达到正确值,然后将其夹紧。
5) 通过控制单元的操作消除夹紧后的偏差。
6) 调零后,一定要进行倍率校准。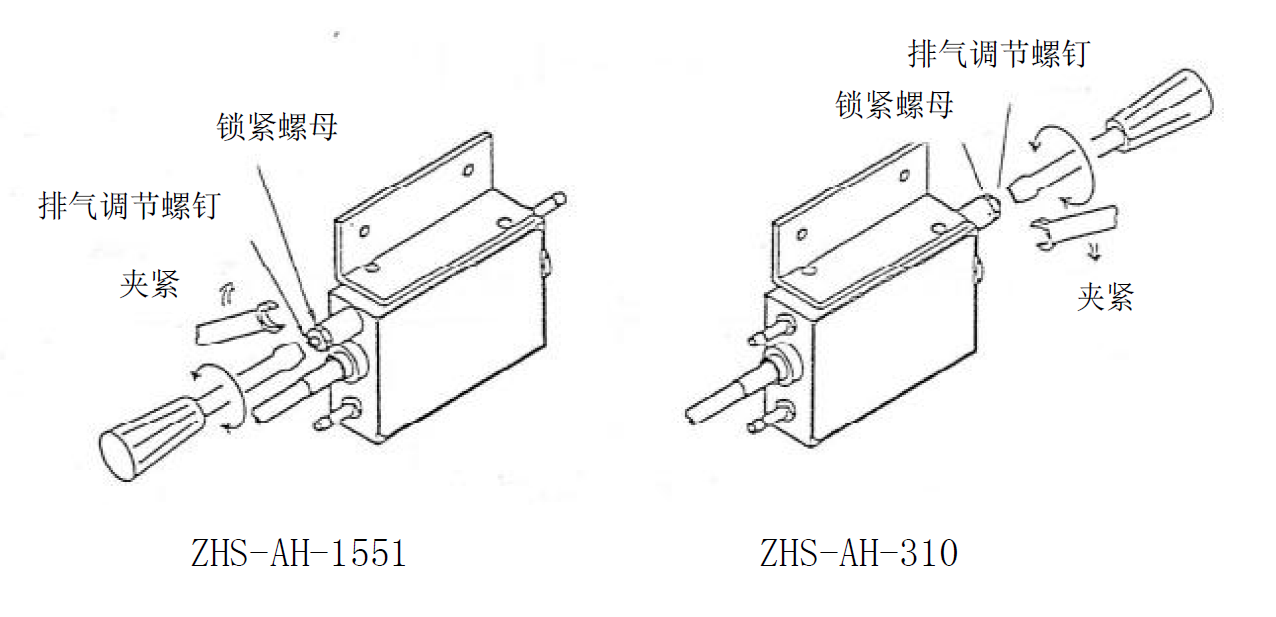
*气测头或零位规的磨损使指示精度和重复性降低,若磨损,应更换新的。
三、Z400珩磨加工主动测量仪测量操作说明:
(一)连接气路:
1)如下图1所示连接气源、稳压过滤器、气路元件、A/E 气电转换器、珩磨头和Z400 控制仪。
2)气源要洁净、干燥(不能有水、油等杂质),气路不能有漏气现象。经过稳压过滤后进入A/E 转换器的压缩空气压力为0.15~0.2MPa。
3)A/E 气电转换器尽量安放在离珩磨头较近的地方,远离震动源。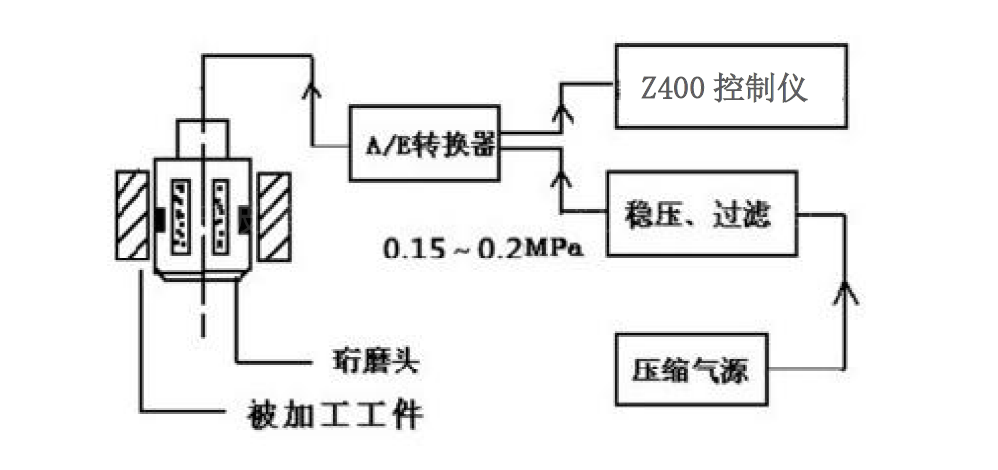
(二)传感器调整:
ZX400型磨加工主动测量仪分为三个功能窗口,测量、设置、调整。开机后,测量界面显示为锁定状态,此时点击其他按键无反应,需再次点击【锁】此按键变为为解锁状态,方可正常操作。进入开机界面,按界面下方的【+】或【-】键将补偿量后的显示值设定为0。点击【调整】按钮,系统进入调整窗口,界面显示G1,记录显示值大小,调整传感器节流阀,使显示值变为0 左右(数值在±30 以内),锁紧。此时,按【清零】按钮,显示值变为0,测头补偿值进入清零值,传感器调整结束。按【返回】按钮,进入测量界面即可进行测试。如需更改设置参数 ,点击【设置】进入设置界面,点击数字部分,跳出键盘即可进行设置。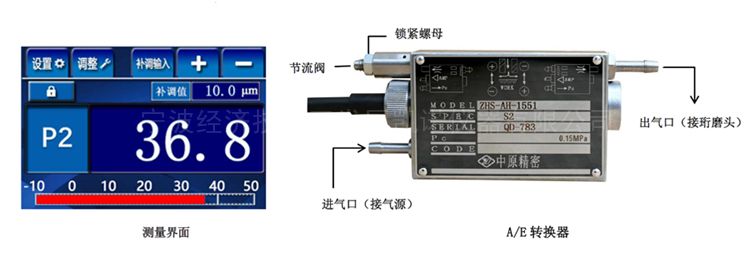
(三)补调值设定:
当加工出来的工件偏大或者偏小,可以通过直接按动控制仪面板上“+”或“-”按键来补尝。每按动1 次面板上“+”或“-”,就补调“+1μm”和“-1μm”。
(四)信号点设定:
用户可以根据产品的工艺要求来设定各个信号点的数值。
内径测量时,信号点要求P1<P2<P3<P4 (例如:P1=-40μm,P2=-20μm,P3=-10μm,P4=0)。
(五)特殊功能:如报警功能、判定开始功能等(详请咨询确认)






-
产品搜索
-
产品分类
-
声级计/噪声振动分析仪
- AWA5636爱华声级计
- AWA5661精密脉冲声级计
- AWA5662多功能声级计
- AWA6228+多功能声级计
- AWA6292多功能触摸屏声级计
- AWA5688多功能声级计
- AWA5688多功能防爆声级计
- YSD130矿用防爆2级声级计
- YSD132矿用防爆1级声级计
- YSD136矿用本安型彩屏声级计
- ASV5910爱华个人声暴露计
- AWA5920爱华个体噪声剂量计
- 爱华无线声级计
- 爱华无线建筑声学测量系统
- 爱华声级计建筑材料声学测量仪
- AHAI3301/3302物理因素暴露计
- 手持式噪声振动一体机 NEW
- 爱华环境人体振动测量分析仪
- 爱华多通道噪声振动信号分析仪
- AHAI1040电梯运行质量分析仪
- 爱华声像仪热像仪
- 爱华环境噪声自动监测系统
- 爱华简易环境噪声监测系统
- AWA6291声级计实时分析仪
- 声级计声学校准与测量仪器
- 国产衡仪/红声/恒升声级计
- 瑞士NTi声级计
- 瑞士NTi建筑声学测试
- 日本理音声级计/振动计
- 日本理音材料声学测试
- 波兰svantek声学振动分析仪
-
环境专用监测检测仪器
-
硅钢片铁损测试仪
-
防静电专用仪表
-
Easylaser激光对中仪测量系统
-
激光测径仪
-
漆包线专用检测仪器
-
磨加工主动测量控制仪
-
金相试样切割机
-
金相试样研磨抛光机
-
金相试样镶嵌机
-
金相/光谱试样砂带磨样机
-
金相/体视显微镜及分析软件
-
金相试样耗材/辅料
-
工业硬度计
-
测厚仪
-
粗糙度测量仪
-
机械振动测试仪测振仪
-
怡信影像测量仪
-
精密色差仪/分光测色仪/光源箱
-
单角度/多角度光泽度仪
-
实验室及水质分析仪器
-
电学检测设备
-
力学检测仪器
-
工件质量检测/工程测控
-
环境试验箱
-
水份测试仪/红外测温仪/温度仪
-
福禄克系列产品
-
涂料漆膜磨耗粘胶测试仪
-
进口量具量仪
-
以色列诺佳磁性表座表架
-
国产磁性表座工量具万力吊重器
-
管道漏水检测仪
-
电子样本